 Русский (РУ)
Русский (РУ)  English (UK)
English (UK)  Українська (Україна)
Українська (Україна) 
В современной промышленности для выплавки стали все чаще используют электропечи. Среди основных плюсов такого плавильного оборудования выделяют:
- Быстрый нагрев сплава. Это обеспечивает возможность введения внутрь печной установки значительного объема легирующих компонентов;
- Точную и плавную регулировку температуры металлического состава.
- Опцию создания нейтральной, восстановительной, окислительной, вакуумной сред. Это способствует изготовлению стальных сплавов любого типа, раскислению металлов при образовании минимума неметаллических компонентов.
Ввиду подобных параметров электропечи применяют с целью производства конструкционных, высоколегированных, спецсталей.
Разновидности печного оборудования и методы выплавки
Электропечные агрегаты бывают индукционными или дуговыми. Чаще применяется последний тип устройств. Количество стали, изготавливаемой посредством индукционных установок, относительно невелико.
Особенности плавильных печей дугового типа
Конструкция устройства включает рабочее отделение, где установлены токопровода, электроды, а также механизмы, обеспечивающие наклон установки, перемещение и удержание электродных деталей, помещение шихтных составляющих. Эта часть плавильного электроприспособления ограничивается по низу подом сферической формы, а сбоку стенками.
Термоустойчивая кладка подины, ограждения имеет металлическую обшивку. Выделяют динасовую (кислую) и основную (магнезитохромитовую, магнезитовую) кладочные прослойки. Свод выполняется съемным. В нем установлена тройка электродов из графитизированного состава цилиндрической формы. Данные детали перемещаются по вертикали, обеспечивая автоматическую регулировку длины дуги. Такие печи питаются от трехфазного электротока переменного вида.
Шихта загружается на подину сверху через затворяемую рабочую область. После плавления внутри установки образуется шлако-металлическая прослойка. Разогрев и выплавка шихтоматериалов реализуется посредством электродуг. Последние возникают между расплавленной металлосмесью (или металлическим шихтосырьем) и электродными элементами.
Чтобы управлять ходом выплавки, используют прорезь для выведения готовой стальной смеси, а также рабочее окно. Электропечную установку можно поворачивать к окошку либо выпускному отверстию при помощи соответствующего механизма. Емкость электропечей дугового типа составляет 0,5…400 тонн. Оборудование, имеющее основную футеровку, применяют на металлургических производствах. Устройства с кислой облицовкой применяют в литейных цехах.
При помощи основных плавильных приспособлений выполняют выплавку с оксидированием добавок на карбоносодержащей шихте либо без них (путем переплавки составляющих, содержащих легированный отход).

Особенности плавки с оксидированием добавок
Метод используют при производстве стальных сплавов конструкционного типа. Процедура ведется с применением углеродистых шихтных компонентов. Внутрь печного пространства загружается:
- стальной металлолом (около 90% от общей массы);
- передельный чугун в чушках (до 10%);
- коксированные добавки, электродный бой, известковые компоненты (2…3%).
После этого начинается плавильная процедура, состоящая из следующих этапов:
- Опускание электродов, подключение тока. Шихта при термическом воздействии расплавляется, растопленная масса скапливается на поде электропечи. При плавлении добавок с помощью воздуха происходит окисление феррума, силиция, мангана, фосфора, частично карбона. Из железных и кальциевых окисей образуется шлакоотход основного железистого вида. Последний способствует выводу из металлосмеси фосфора.
- Загрузка известковых добавок, руды. Затем сплав доводится до кипения. Этап реализуется после разогрева металло-шлакового состава до температуры 1500…1550°C. При достижении нужного показателя содержания карбона интенсивность нагрева снижают, а шлаки убирают.
- Удаление сульфура, раскисление металлосостава. Последний процесс выполняют путем диффузии, осаждения. Осаждающую раскисляющую процедуру реализуют путем подачи силикомаргаца, силикокальция. Для образования высокоосновного шлакоотхода добавляют флюориты, известь, шамотные осколки. Диффузное раскисление осуществляется путем добавления ферросилициевых, известковых, коксовых, флюоритовых составляющих. Далее выполняется восстановление феррум-оксида, ввиду чего его доля в шлакоматериале снижается.
- Создание условий для отвода из металлорасплава сульфура. Это обусловлено высоким процентом CaO (до 60%), низкой долей FeO (менее 0,5%), а также значительной температурой металлической смеси. Для контроля химсостава осуществляют забор проб. Если нужно, вводят ферросплавы.
- Окончательное раскисление, выпуск стального сплава в ковш.
Что нужно помнить об индукционном плавильном оборудовании?
Конструкция этих установок включает индуктор с водяным охлаждением. Внутри последнего вмонтирована огнеупорная емкость (тигль) вместительностью до 25 т с металлошихтными материалами. Сквозь индукторный прибор от генерирующего устройства проходят токи переменного типа с повышенной частотой. Последние инициируют образование магнитных потоков, пронизывающих части металла внутри емкости.
В металлических кусках создаются мощные токи вихревого вида. Они нагревают компоненты до температуры расплавления. Тигли производятся из основных или кислотных огнеупорных материалов.
Состав шихтовых компонентов подбирается очень внимательно. Нужное количество ферросплавных добавок помещается на донную площадь тигля. После расплавки шихтосоставляющих на поверхность сплава загружается шлакосмесь. Последняя защищает от насыщения смеси газами, способствует снижению теплопотерь, уменьшению угара легирующих компонентов.
В процессе выплавки внутри кислотной электропечи после расплавки шихтных компонентов наводится свежая шлаковая прослойка, содержащая значительный процент окиси силиция. Металлический состав раскисляется с помощью добавления ферромарганца, ферросилиция, алюминия. Затем сплав разливают. Способ применяют для производства конструкционных легированных стальных составов.

Печные установки с основной облицовкой используются для производства качественных сталей со значительным количеством никелевых, мангановых, алюминиевых, титановых добавок.
Печные установки индукционной разновидности отличаются такими плюсами по сравнению с дуговыми:
- опцией приготовления стальных составов с низким процентом газов, карбона, угара;
- небольшими габаритами, что дает возможность заключать приспособления внутрь камер для создания различных условий или вакуума;
- опцией перемешивания расплава ввиду наличия электродинамических сил, из-за чего выравнивается химсостав, всплывают неметаллические компоненты.
Среди недостатков выделяют малую температуру шлакосостава. Это снижает эффективность взаимодействия шлаковой прослойки с металлом. Также быстро выгорает футеровка. Из-за этого приходится часто останавливать и ремонтировать электропечь. Ввиду таких факторов при выплавке посредством индукционного печного оборудования используют легированный отход или чистый шихтный феррум, скрап с добавлением ферросплавных компонентов.
Особенности электрошлаковой переплавки
Метод дает возможность выпускать качественные легированные стальные смеси, в т. ч. быстрорежущие, нержавеющие, шарикоподшипниковые. Суть способа следующая:
- Чушки из стали, приготовленной внутри традиционной печной установки, переделываются на электродные элементы с целью дальнейшей их переплавки посредством печи электрошлакового типа. Расплавка электродов осуществляется благодаря выделяющейся из шлаковой прослойки тепловой энергии. Шлак служит средством сопротивления в процессе прохождения сквозь него электротока.
- Электродные слитки длиной 2…6 м и сечением до 15 см помещаются в водоохлаждаемый медный кристаллизаторный прибор. Последний имеет очертания полого цилиндра. Дно устройства оснащено поддоном с затравкой. Это элемент в виде шайбы с переплавленного стального состава.
- На затравку насыпается флюс, выполненный из алюминиев-магниевой пудры. Материал отличается высокой электропроводностью. Между стенкой кристаллизаторного прибора и электродным слитком засыпается рабочее флюсовое сырье. Последнее состоит из окисей алюминия, кальция, а также кальций-феррума.
- Электроды опускаются до контакта с флюсоматериалом. Подключается электроток.
- По ходу расплавки рабочие флюсовые компоненты преобразовываются в шлакоотход с температурным показателем 2500°C. При воздействии тепловой энергии электродные элементы плавятся. Жидкий металл проходит сквозь слой шлакового расплава, очищаясь от газообразных и других лишних примесей.
- Происходит формирование нового слитка. Последний отличается почти полным отсутствием неметаллических включений, уменьшенным в 1,5…2 раза количеством сульфура.
Полученные чушки выделяются равномерным распределением сторонних компонентов, минимальными показателями усадочной рыхлости, пористости, внутреннего трещинообразования.
Особенности техпроцесса производства стальных сплавов посредством электропечей
Печные электроустановки дугового типа дают возможность создания восстановительной, окислительной, нейтральной оболочки, получения значительной температуры металлосмеси.
Это способствует изготовлению сталей с любым химсоставом, раскислению смесей при образовании минимального количества компонентов неметаллического происхождения. Электропечное оборудование применяется для плавки стальных составов высоколегированного, конструкционного, инструментального и других типов.
Основные плавильные методы, марки стальных сплавов
Технология плавления определяется химсоставом, необходимыми характеристиками стали. Как уже обозначалось выше, различают способы выплавки с полным оксидированием и путем переплавки шихтных компонентов из легированного отхода. Первый метод дает возможность производить стальные смеси любых качества и марки, последний помогает снизить расход ферросплавных составляющих.

Шихтоматериалы для электроплавильных операций
По ходу электроплавки применяют металлические основы, добавки (легирующие, раскислительные), окислительные компоненты, шлакообоазующие, науглероживательные включения.
Металлические шихтовые составляющие
Сырье состоит из железного (стального) лома, передельно-чугунных элементов, а также сталеотхода (обычного либо с добавками) производств машиностроительного и литейного направлений, шихтозаготовки, металлоокатышей.
В сталеплавильные цехи металлолом поступает от посторонних заготовительных компаний. Поступления материала обеспечиваются собственным оборотным производством. Эта группа компонентов состоит из литников, скрапов, оставшейся после мехобработок элементов стружки, прибыли, обрезей передельных промышленных отделений. Согласно размеру лом бывает мелким, среднегабаритным, крупноразмерным, стружечным.
Чтобы загрузить электропечь более плотно, использовать мощность рациональнее, металлолом перед переработкой распределяют по группам согласно габаритам, химсоставу.
Помещаемый для выплавки лом не должен быть чрезмерно пораженным коррозией, поскольку ражавчина инициирует повышение в сплаве уровня карбона. Труднее всего приходится при переплавке стружки. Длинные стружечные элементы с завитками усложняют процедуру загрузки компонентов.
Также стружка часто загрязнена углеводородами (маслом). Если ее не обезжирить, это приведет к обогащению расплава карбоном, гидрогеном. Чтобы удалить остатки жиров с поверхности стружечных элементов, проводится их прессовка и обжиг.
Пороговая продолжительность расплавления
Минимальные затраты электроэнергии, времени достигаются при плавке шихтоматериалов со следующим составом:
- 60…70% – крупных компонентов;
- 20…35% – мелкоразмерного металлолома;
- 10…12% – стружечного сырья в брикетах.
Лом металла делят на нелегированный (А), легированный (Б). Первый еще именуют углеродистым. Он отличается наличием в составе цветных металлов (плюмбума, олова, цинка и пр.). Важно обратить внимание на медные, никелевые, мышьяковые составляющие. Такие включения невозможно удалить из сплава, потому они переходят в состав стали, ухудшая ее параметрические показатели.
Не допускается содержание свыше 0,05% фосфатов. Удаление подобных составляющих занимает много времени, значительно продлевая период оксидирования. Ввиду этого цветной и обычный металлолом следует разделять.
Отход легированных стальных изделий нужно сортировать по категориям согласно химическому составу. Хранить подобное сырье необходимо в отдельном месте. Отбросы сталесоставов сложнолегированной разновидности хранят помарочно.
Что важно помнить о передельных чугунных чушковых элементах?
Такой материал должен включать сульфидов и фосфатов до 0,05%. Доменные виды подобных чугунов доставляются в виде слитков толщиной на участке пережима до 3 см, весом не более:
- 18 кг – без пережима;
- 30 килограммов – с 1 пережимным участком;
- 44 кг – при наличии 2 пережимов.
На поверхности чущек не допускается наличие графитового либо известкового налета. Доменные чугунные составы производят посредством доменной выплавки из железорудного сырья при восстановительном процессе феррума карбоном кокса:

Чтобы получить чистые стальные сплавы, применяют металлоокатыши. Последние производятся прямым восстановлением обогащенного железорудного сырья, включающего низкий процент фосфорных, сульфидных, медных, никелевых и других добавок.
Какие шлакообразующие применяют?
Особенности добавления извести
Известковые компоненты способствуют появлению жидкого покровного шлакоотхода. Последний предупреждает поглощение сплавами газов, их взаимодействие с воздухом. Подобные включения обеспечивают ровное горение электродуги.
Не разрешается использование известковой пудры. Такой материал стремительно набирает влагу. После добавления в печь песок инициирует обогащение металла гидрогеном. Пудра образовывается ввиду рассыпания кусковой извести при длительном ее открытом хранении.
Вместо обычного известкового сырья используются необожженные известняки. Они не отличаются значительными показателями гигроскопичности. Потому такое сырье можно хранить на протяжении длительного временного промежутка.
Минусы использования известняка
Компонент требует значительных затрат электроэнергии для разложения. Чтобы уменьшить вязкость высокоосновных шлакоотходов, применяется песок, шамотные осколки, флюориты. Особой эффективностью выделяются последние. Они снижают вязкостные характеристики при отсутствии понижения показателя основности шлаковых отходов.
Что важно помнить об окислителях?
Источниками кислорода зачастую служат газообразный оксиген и железорудное сырье. Последнее применяют в кусковом виде с размером составляющих 5…10 см. Слишком маленькие частицы увязают в шлаковом отходе. Чрезмерно габаритные куски способны инициировать интенсивное пенообразование металлорасплава.
В кислородном газе содержание оксигена должно составлять от 99,5% и не больше одного грамма на 1 кубометр влаги. Уровень давления кислородной смеси по ходу ее подачи, как правило, составляет 10…12 атм или 1…1,2 МПа.
Особенности легирующих компонентов и раскислителей
Данные включения применяют как чистое металлическое либо ферросплавное сырье. Первые представляют собой сплав феррума с 1 или несколькими добавками (хром, манган, силиций и пр.). Нередко доля таких примесей превышает процент железа.
- имеют минимальный процент вредных для стальных расплавов составляющих;
- содержат максимум основных легирующих элементов;
- обладают регламентированными габаритами.
Маркировка ферросплавных компонентов состоит из литеры «Ф», после нее идет буквенное обозначение типа легирующей добавки. Затем указываются цифры, соответствующие показателю процентного содержания данного компонента либо карбона.
Что нужно знать о ферромарганце?
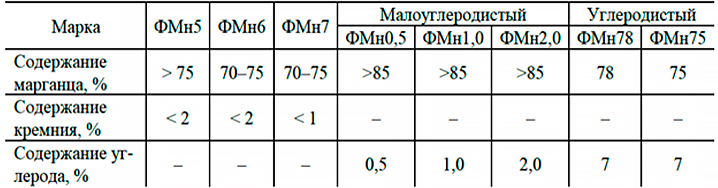
Ферросплавный компонент регламентируется ГОСТом 4755–91, включает 70…95% мангана. Числовая часть маркировки низко-, среднеуглеродистых разновидностей показывает процентное содержание карбона. Цифровое маркирование высокоуглеродистых видов указывает на долю марганца в процентах.
Литеры «А», «К», «С» означают соответственно пониженное количество фосфора, силиция, повышенный объем кремния. Регламентируемые нормативами марки ферромраганца указаны в табл. 1.
Таблица 1
Особенности других ферросплавов
Ферросилициевые компоненты регламентируются ГОСТом 1415-93. Каждая из марок применяется для реализации определенных процессов:
- легирования – ФС18;25;45;
- раскисления – ФС45;60;75;
- модифицирования чугунных сплавов – ФС75;90.
Силикомарганцевые составы нормируются посредством ГОСТа 4756-91. Данные вещества используют в качестве раскислителя комплексного действия. Химсостав таких элементов приведен в табл. 2.
Таблица 2

Таблица 3

Ферротитаны производятся по ГОСТу 4761-91. Последние цифры марки означают процентное количество титана. Современная промышленность выпускает ферротитаны с маркировками ФТи20;25;30;35;40…70.
Кроме приведенных ферросплавов стали легируют также ферровольфрамами (вольфрама от 65%), ферромолибденами, феррованадиями. Но такие компоненты добавляются в расплавы реже.
Что важно помнить о науглероживателях?
Материалы отличаются повышенным содержанием карбона. Добавляют эти вещества с целью насыщения стальных составов углеродом. Вводятся науглероживатели при загрузке шихты, а также в растопленный металлосостав.
Чтобы науглерожить сталь, применяют по большей части бой электродных элементов, содержащих 90…99% карбона, металлургический кокс, включающий 80…85% углеродных компонентов.
Основное требование к науглероживателям – наличие в составе минимального количества сторонних включений. Особо обращают внимание на объем сульфура (до 0,5%), уровень зольности (не более 12%).
Особенности оптимизации восстановительной фазы
Сокращения продолжительности периода восстановления добиваются путем обработки сталей одноименным серовбирающим электропечным шлакоотходом при разливке сплава в ковш.
Высокая степень очищения стальной смеси от сульфура, оксигена достигается дроблением (эмульгированием) шлакового отхода на мелкие капли посредством вытекающей из электропечной установки струей металлосплава и большой площадью поверхности контакта расплава со шлаком.
Фаза восстановления перемещается из печного пространства на стадию выхода сплава в ковш. Эта процедура дополняется внепечной обработкой, а именно донным продуванием металлосостава внутри ковшевой емкости аргоном.
